详情咨询热线:
15037927235
0379-69581002
新闻(wén)资讯
当(dāng)前位置:首页 > 新闻(wén)资讯(xùn)

影响铸(zhù)件质量(liàng)的因素很多: 第一(yī)是铸件的设计(jì)工(gōng)艺性。进行设(shè)计时,除了要根(gēn)据工作条(tiáo)件(jiàn)和金属材料性能(néng)来确定铸件几何形状、尺寸大小外,还(hái)必须从铸造合金和(hé)铸造(zào)工艺(yì)特性的角度来考虑设(shè)计的合(hé)理(lǐ)性,即(jí)明显的尺寸效应和凝固、收(shōu)缩、应(yīng)力等问题,以(yǐ)避免或减少铸件的成分偏析(xī)、变形、开裂(liè)等(děng)缺(quē)陷的产生。 第(dì)二要(yào)有合理的铸造工艺。即根据(jù)铸件结构、重量和(hé)尺寸大小,铸造合(hé)金(jīn)特(tè)性和(hé)生产条件,选择(zé)合适的分型面和造型、造芯(xīn)方法,合理设置铸造筋、冷铁、冒口(kǒu)和浇(jiāo)注系统等(děng)。以保证(zhèng)获(huò)得优质铸件。 三是铸(zhù)造用原材料的质量。金属(shǔ)炉料、耐火材料、燃料、熔剂(jì)、变(biàn)质剂以及铸造砂、型砂粘结(jié)剂、涂料等材料的质量不(bú)合标准,会使铸件产生气孔、针孔、夹渣、粘砂等缺陷,影(yǐng)响(xiǎng)铸件外观质量(liàng)和内部质量,严(yán)重时(shí)会(huì)使铸件报废。 第四是工(gōng)艺操作,要制定合理的工(gōng)艺操作规程,提高工(gōng)人的技术水平,使工艺规(guī)程(chéng)得到(dào)正确实施。 铸造生产中(zhōng),要对铸件的质量进(jìn)行(háng)控制与(yǔ)检验。首先要制(zhì)定从原材料(liào)、辅助材(cái)料到每种具体产品的控制和(hé)检验(yàn)的工艺守则与技术条件(jiàn)。对每道工序都严格按工艺(yì)守(shǒu)则和技术(shù)条件进行(háng)控制和检验(yàn)。最后对成品铸件(jiàn)作质量检(jiǎn)验(yàn)。要配(pèi)备合理的检测方(fāng)法和合(hé)适的检测人员。一般对铸(zhù)件(jiàn)的外观质量,可用比较样块来判断铸(zhù)件(jiàn)表面粗糙度;表面(miàn)的细微裂纹可用着色(sè)法、磁粉法检查。对铸件的内部质量,可用音频、超声、涡流(liú)、X射线和γ射(shè)线等方法来检查和判断。
+查看全文(wén)10 2024-12

铸(zhù)造行业由于其特殊性,涉(shè)及高(gāo)温、高压、金属(shǔ)熔化(huà)等危险因素(sù),因此安全(quán)知识尤为重要(yào)。以下是一些关键的安全知识和注意事项:安全意识(shí)教育 :员(yuán)工应(yīng)牢记“安全第一”的原则,自觉遵守安全规章制度。定期进行安全培训,提高员工的安全意识和自我保护能力。设备维护与检修(xiū) :定期(qī)对铸(zhù)造设备进行维护和检修,确保(bǎo)设备处于(yú)良好状(zhuàng)态(tài)。发现设备故(gù)障和隐患应(yīng)及时报告(gào)并采取措(cuò)施(shī)消除。防火(huǒ)防爆 :严格遵守(shǒu)防火防爆(bào)规定,禁止吸烟(yān)和使用(yòng)明火。做好(hǎo)防(fáng)火设施的维护和检查,确(què)保(bǎo)紧急情况下能迅速(sù)有效地灭火和救援(yuán)。粉(fěn)尘危害(hài)防范 :员工应(yīng)佩戴合适的(de)防尘口(kǒu)罩和防护眼镜,减少粉尘对身体(tǐ)的危害。加强通风换气,保持(chí)车间内空气流通。合(hé)理安排工(gōng)作时(shí)间和休息 :确(què)保员工有足够的(de)休息和恢复(fù)体力,特别是在高温天气(qì)下。现场安全(quán)管理 :加(jiā)强现场安全(quán)管理,确保生产(chǎn)安全。安全(quán)装(zhuāng)备和措施:安全穿戴和装备 :穿戴隔(gé)热呼吸器、手(shǒu)套、防护镜、耳塞、防(fáng)护鞋(xié)、安全帽等个人防护装备(bèi)。穿(chuān)戴适宜(yí)的工作服,避免皮肤直接接触铸造液或其他危险物(wù)质(zhì)。预防(fáng)火灾(zāi)的措施 :保持铸造台和工作台(tái)干(gàn)燥,防止铸造液(yè)泼溅或烧伤人(rén)员。铸造液必须(xū)置于专用容器内,并定期(qī)清理。安装烟雾探(tàn)测器和火警报警器(qì),及时发现火情。机械设备安全 :铸(zhù)造设备和机械设备应(yīng)按(àn)规(guī)定检测、保养和(hé)维护。确保安全防护(hù)装置和应急(jí)停车装(zhuāng)置齐全(quán)有效(xiào)。职业(yè)危害预防:采(cǎi)取控制措施防止金属粉尘(chén)、有毒气体和噪声等职业(yè)危害。对(duì)工人(rén)进行(háng)健康(kāng)检查,并(bìng)定期进行(háng)环境卫生检测和作业卫生监测。注意事(shì)项:工作前检(jiǎn)查(chá) :确保自用(yòng)设备和工具完好,砂型排列整(zhěng)齐,并留出通道。造型(xíng)时要(yào)保证分型面平整(zhěng)、吻(wěn)合,使用吹风器时注(zhù)意风向。浇铸作业(yè) :浇铸前必须烘干(gàn)铁水包,扒砂棒预热,铁水面(miàn)上只(zhī)能覆盖干草灰(huī)浇铸速(sù)度(dù)及流量要适当,人不(bú)能站(zhàn)在铁水正面(miàn)。紧急情况(kuàng)处理 :发生问(wèn)题(tí)时保持镇静(jìng),服从统一指挥。铸(zhù)造行业的安全知识涵盖了从员(yuán)工安(ān)全意识、设备维护、防火防爆、粉尘(chén)防(fáng)护到工作时间(jiān)和休(xiū)息安排等多(duō)个方面1。企业应建立完善的安全生产管理体(tǐ)系,确保每位员(yuán)工都了解并遵(zūn)守相关安全规定,以降低事(shì)故风险,保障(zhàng)生(shēng)产安全。
+查看全(quán)文09 2024-12

行业发展趋势 我国正推(tuī)动制造业转型升级,借(jiè)助5G、大(dà)数据、工业互联网等新技术建设,提升自动化和(hé)智能(néng)化水平(píng)。这将提高铸件行业和机械零部件制造(zào)的生(shēng)产效率和(hé)产品品(pǐn)质(zhì),优化产业(yè)结构,淘汰落后产能,并推动产能向中高端领域集中,为(wéi)行业的持续健康发展(zhǎn)提供支持。(1)产业结构调整(zhěng)力度(dù)将进一(yī)步加大我(wǒ)国经济正转向(xiàng)高质量(liàng)发展,高(gāo)端装(zhuāng)备制造业是(shì)“十四五(wǔ)”转型重点。铸造产(chǎn)业作(zuò)为基础(chǔ)性(xìng)行(háng)业,需(xū)通过产业结(jié)构(gòu)优化(huà)实现健康持续发(fā)展(zhǎn)。未来,将通过政策引(yǐn)导和市场(chǎng)竞争推动铸造行业兼并重组,提高生产规(guī)模和行(háng)业(yè)集中度(dù),避免盲目扩张(zhāng),并促进(jìn)特色产业(yè)集群形成。(2)铸(zhù)造技术和(hé)工艺水平持续提升尽管我国高端铸造水(shuǐ)平(píng)与世(shì)界先进(jìn)水平(píng)仍有差距,但长(zhǎng)期以来(lái),国(guó)家(jiā)对铸造产业的(de)重视(shì)和政策(cè)支持促使(shǐ)技术和工艺显著进步,铸件质量和成品率(lǜ)大幅提高。随着高端装备制造业的发展和(hé)行业对铸件质量要求的(de)提升,未来我国将(jiāng)在基础研(yán)究(jiū)和科技研发方面加大投入,持续提升(shēng)铸造技(jì)术(shù)和工艺水平。(3)智能化与绿色化相互融(róng)合将积极促进我国铸造(zào)产业转型升级随着(zhe)我国制造业的技术(shù)革新,智能制造在铸造行业迅速发展,铸造(zào)装备水(shuǐ)平显著提升(shēng),自动化设备和智能化技术(shù)得到广泛(fàn)应用。同(tóng)时,铸造行业在节能、环保和安全(quán)防护方面(miàn)投入加速,废砂再(zài)生利用比例提高(gāo),绿色铸造理念(niàn)不断强化。绿色(sè)铸造与智能铸(zhù)造的融合(hé)推动了行业的(de)转型升级和深刻变(biàn)革。
+查看全文07 2024-12

铸造件应力释放的方(fāng)法主要包括(kuò)以下几(jǐ)种(zhǒng):1自然时效:将铸件(jiàn)放置在室(shì)外或仓库中,经过一段时间的自然环境变化,应力会逐渐释放。这种方法简(jiǎn)单易行,但时间较长(zhǎng)。振动时效:通过(guò)振动设备(bèi)对铸(zhù)件进(jìn)行振动处理,使应(yīng)力(lì)重新(xīn)分布并达到平衡(héng)状态。这种方法效率较高(gāo),但需要专门的设备。热处理:通过加热和冷却的过(guò)程,使铸(zhù)件内部的(de)应力得(dé)到释放和重(chóng)新(xīn)分(fèn)布。这种方法可以精确控制,但需(xū)要控制(zhì)加热和冷却的温度和时间。机械(xiè)拉(lā)伸:通过(guò)机械手段对铸(zhù)件进行拉伸,使其内部的应力得到释放。这种方法需要精确的控制和计算。铸造应力(lì)产生的原因主要是(shì)由于(yú)铸件在(zài)凝固和冷却过程中体积的变(biàn)化不能自由进行,导致(zhì)产生变形(xíng)和应力(lì)。这些(xiē)应力(lì)可能会影(yǐng)响铸(zhù)件(jiàn)的质量和使用寿命,因(yīn)此需要(yào)通过上述方法进(jìn)行释(shì)放和处理。
+查看(kàn)全文05 2024-12

04 2024-12
消失模铸造技术是(shì)用(yòng)泡沫塑料(liào)制作成与零(líng)件结构和(hé)尺寸完全一样的实型模(mó)具,经浸涂耐火粘结涂料,烘干后进行(háng)干砂造(zào)型,振动紧(jǐn)实,然(rán)后浇入金属(shǔ)液使(shǐ)模样受(shòu)热气化(huà)消(xiāo)失,而得到与模样形状(zhuàng)一(yī)致的金属零件的铸造方法。消失模铸造技术主要有以下六种: 1.压力消失模铸造技术(shù) 压力消失模铸造技(jì)术是消失模(mó)铸造技(jì)术与压力凝固结晶(jīng)技术相结合的铸造(zào)新技术(shù),它是(shì)在带(dài)砂(shā)箱的压(yā)力灌中,浇(jiāo)注金属(shǔ)液使(shǐ)泡沫塑料气化消失后(hòu),迅速密封压力灌,并通入一定压力的气体,使金属液在压力下凝固结晶成型的铸造方法。这种铸造技术的特点(diǎn)是能够显著减少(shǎo)铸件中的缩孔、缩松(sōng)、气孔等铸造(zào)缺陷(xiàn),提(tí)高铸件致(zhì)密度(dù),改善铸件力学性(xìng)能。 2.真空(kōng)低(dī)压消(xiāo)失模铸造技术 真空低压消失模铸造技术是将负压消失(shī)模铸(zhù)造方法(fǎ)和低压反重力浇注方法复合而发展的一种新铸造技(jì)术(shù)。真空低(dī)压消失模铸造技术的(de)特点是:综合了低压铸造与真空消失模(mó)铸造(zào)的(de)技术优势,在可控的气(qì)压下完成充型过(guò)程,大大提高了合金的(de)铸造充型能力;与压铸(zhù)相比(bǐ),设(shè)备投资小、铸(zhù)件(jiàn)成本(běn)低、铸件(jiàn)可(kě)热处(chù)理强化;而与砂型铸造相比,铸件的精度高、表面粗糙度小、生产率高、性能好;反重力作用(yòng)下(xià),直浇(jiāo)口成为补缩短通道(dào),浇(jiāo)注温度的损失小,液态合金在可控的压力下进(jìn)行补(bǔ)缩凝固,合金铸件的浇注系统简单有效、成(chéng)品率高、组织(zhī)致密;真空低压(yā)消失(shī)模铸造(zào)的浇注温度(dù)低,适合于多种有色合金。 3.振动(dòng)消失模铸造技术 振动消失模(mó)铸(zhù)造技术(shù)是在(zài)消失模铸造(zào)过程中(zhōng)施加一定频率和振(zhèn)幅的振(zhèn)动,使铸件在振动场的作用下凝固,由于消失模(mó)铸造凝固过(guò)程中对金属溶液施加了一定时间振动,振(zhèn)动力(lì)使液(yè)相与固(gù)相间(jiān)产生相对运(yùn)动(dòng),而(ér)使枝晶破碎,增加(jiā)液相内(nèi)结晶核心,使铸件(jiàn)凝固组织细化(huà)、补(bǔ)缩提高,力(lì)学性能改善。该(gāi)技术利用消(xiāo)失模(mó)铸造(zào)中现成的紧实振动(dòng)台,通(tōng)过振动电(diàn)机产生的机(jī)械振动,使金属液在动力激励(lì)下生核,达到细化组织的目的,是一种操(cāo)作(zuò)简便、成(chéng)本(běn)低(dī)廉、无环境污染(rǎn)的方法。 4.半固态消失模(mó)铸造技术 半固态消(xiāo)失模铸造技术是消失模铸造技术与半固(gù)态技术相结合的新铸造(zào)技术,由(yóu)于该工艺(yì)的特点在于控(kòng)制液固相的相对比例,也称(chēng)转(zhuǎn)变控制半固(gù)态成形。该技(jì)术可以提高铸件致密度、减少偏(piān)析、提高尺寸精(jīng)度和铸件性能。 5.消失模壳(ké)型铸造技(jì)术(shù) 消失模壳(ké)型铸造技术是熔模铸造技术与消(xiāo)失模铸造结合起来的新型铸(zhù)造方法。该(gāi)方法是将(jiāng)用发泡(pào)模具制作的与(yǔ)零件形状一样的泡沫塑料模样表面涂(tú)上(shàng)数层耐火材料,待其硬化干燥后,将其(qí)中的泡沫塑(sù)料模样燃烧气化消失而(ér)制(zhì)成型壳,经(jīng)过焙烧,然后进行浇注,而获得较高(gāo)尺寸精度铸件的一种新(xīn)型精密(mì)铸造(zào)方法。它具有消失模(mó)铸造中的模样尺寸大、精密度高的(de)特点(diǎn),又有熔模(mó)精密铸造(zào)中结壳精度、强度等优点。与普通(tōng)熔模铸(zhù)造相比,其特点(diǎn)是(shì)泡沫塑(sù)料(liào)模料成本低廉,模样(yàng)粘接组合方便,气化消(xiāo)失容易,克服了熔模铸造模(mó)料容易软化而引起的熔模变(biàn)形的问题,可以生产较大尺寸的各种合金(jīn)复杂铸件 6.消失模(mó)悬浮铸造技术 消失(shī)模悬(xuán)浮铸造技术是消失模铸造工艺与悬浮铸造结合起来(lái)的一种新型实用(yòng)铸造技术。该技术工艺过程是金属液浇入铸型后,泡沫(mò)塑料模样气化,夹杂在冒口模(mó)型的悬浮剂(或将悬(xuán)浮剂放置在模样某特(tè)定(dìng)位(wèi)置,或将悬浮剂(jì)与EPS一起制成泡沫模样)与金属液发生物化反应从而提高铸件整体(或部分)组(zǔ)织性能(néng)。 由于消失模铸(zhù)造技术成本(běn)低、精度高、设计灵活、清洁环保、适合复(fù)杂铸件等特点,符合新世纪铸造(zào)技术发展的(de)总趋(qū)势,有(yǒu)着广阔(kuò)的发展(zhǎn)前景。
+查看全文30 2020-04
浇不足和(hé)冷隔是铸造中相当(dāng)普(pǔ)遍的缺(quē)陷,在很(hěn)多情况下,这两类缺(quē)陷在完全报(bào)废铸(zhù)件中占一(yī)或第二位。 浇不足(zú)是指金属液未能(néng)充满铸型型腔而形成不完整的铸(zhù)件(jiàn),这类缺陷的特点是(shì)铸件壁上(shàng)具有光滑圆(yuán)边的穿孔,或者铸件的一个或多个末端未充满金属液; 冷隔是指在两股金属汇聚处,因(yīn)其(qí)未能完全熔合而存在明显的(de)不连续(xù)性缺陷的铸件(jiàn),这类缺陷的外观(guān),常呈现为带有(yǒu)光滑圆边的裂(liè)纹(wén)或皱纹。 这(zhè)两类缺(quē)陷的特点:一是在铸件(jiàn)检验中比较容易发现;二是除了清理工序外,其产生原因几乎存在于铸(zhù)造的每一道工序中。下面笔者结合多年的生产实践并参阅有关资料,谈(tán)谈铸件(jiàn)浇不足(zú)和冷隔的产生(shēng)原因(yīn)及其防止措施。 1.铸件和模样设(shè)计 (1)因铸件截面厚薄不均造成金属(shǔ)流间断,在某些铸(zhù)件设计中,薄截面位于金属液(yè)难以达(dá)到的部位,很难恰(qià)当地(dì)设置浇注系(xì)统。在可能的情况(kuàng)下,应(yīng)对这类设(shè)计进行修改,当无法更(gèng)改设计时,则需采用相当复杂的浇注系统,以(yǐ)避免产生这类缺陷(xiàn)。 (2)铸件截面相对过薄,这种设计没能考虑到金属流动和凝固的(de)规律。如(rú)果(guǒ)设计者不能加厚(hòu)这一截面的话,惟一的补救办法是(shì)提高(gāo)金属的浇注温(wēn)度,或者修改金属的化学成(chéng)分,以改善其流(liú)动性。还有一个较(jiào)好的弥补办法是采用(yòng)不会产生急(jí)冷的铸型(型芯),但这会使生(shēng)产成(chéng)本增加,因(yīn)此在可能的情况下应更改设计。 2. 模样(yàng) (1)模样或(huò)芯盒磨(mó)损(sǔn)造成铸件截面过薄,型砂是磨损力相当强的材料,会造成模(mó)样磨损,进而造成铸件截面减薄,导(dǎo)致(zhì)产生浇不(bú)足和冷(lěng)隔缺(quē)陷。有效的预防措施是建立正规(guī)的检查制度,把有缺陷的模样(yàng)检查出来。 (2)模样强(qiáng)度差(chà)! 在造型或制(zhì)芯的压力下,模样由(yóu)于强度不够而产生(shēng)变(biàn)形,这样的模样和芯盒会造成(chéng)铸型和型芯(xīn)变形。这样既会造成金属液未能按预期设想(xiǎng)流动(dòng),又会形成铸件(jiàn)截(jié)面(miàn)过薄(báo)。改(gǎi)正的方法是加固模样。 (3)模样或芯盒定位不(bú)准,其产生原因(yīn)是定位销和销套已经磨损,定位销数量过少(shǎo)或定(dìng)位(wèi)销(xiāo)尺寸过小都容易产生磨损。在上下模底板上按中心线安装分成两(liǎng)半的模(mó)样时,也会出现错位(wèi)的缺陷。如(rú)果不试浇样(yàng)品(pǐn)铸件,则很难证实分装(zhuāng)在上、下模底板上的(de)两半模样是(shì)否对准。防止产生(shēng)这类缺陷的首(shǒu)要措施就是加强检验。 3. 砂箱及其准备 (1)上下箱错箱造成铸件过薄,造成这种(zhǒng)缺陷的原因包(bāo)括:定位销磨损(sǔn)、定位(wèi)销弯曲、销套磨损,或(huò)在箱耳座(zuò)内有(yǒu)外来(lái)杂物。由于错箱是造成铸(zhù)件缺陷的主要根源之一,因而必须定期对这(zhè)些部(bù)件进行(háng)维修(xiū)和(hé)保养。 (2)模样安装不当(dāng),这种情况一般(bān)是安装模样的工人操作疏忽所造成的。模样和模底板上的对(duì)准中(zhōng)心线必(bì)须非常明(míng)显,以(yǐ)便安放时(shí)易于检查。 (3)薄平铸件浇注时倾斜度不(bú)够,对某些较薄的铸件来说(shuō),要使砂箱在浇注时(shí)能保持(chí)一个(gè)倾斜度(dù),否则会形成(chéng)封闭气体(tǐ),造成金属液流间断。砂箱(xiāng)倾(qīng)斜后,上箱要保持足够的高度,使浇(jiāo)口位置超过铸(zhù)件的顶点。 (4)砂箱刚度不够或加固不当,也会使(shǐ)砂型变形而产生浇(jiāo)不足或冷隔,因此必须使用具有足够强(qiáng)度的砂箱,对于使用时(shí)间较长的砂箱应加固后再使用。 (5)上箱太浅,可能会造成(chéng)上型下垂,从而(ér)使铸件截面变窄(zhǎi)、变薄,以致产生浇不足的缺陷。在浇注较(jiào)厚的铸件时,上箱太浅会因为金(jīn)属压力不足而导致产生缩松和侵入气孔;而(ér)在浇(jiāo)注较(jiào)薄铸件时,其后果则是产生掉砂或(huò)浇不足的(de)缺陷。 4.浇冒口(kǒu)系(xì)统 (1)内浇道(dào)、横浇道和(hé)直浇道截面尺寸不当,为了避免产生金属液(yè)流间断的(de)现象,应(yīng)按以下要求设计浇注(zhù)系统(tǒng),即必须使直浇(jiāo)道和(hé)横浇道具有足够的(de)尺寸,以保证平(píng)稳地(dì)向所有(yǒu)内浇道输送金属(shǔ)液。另外,为保证金(jīn)属液流(liú)动时能够始终(zhōng)完(wán)全充满浇注系(xì)统,可减小浇道面积来建(jiàn)立(lì)压头。浇注系(xì)统设计的基本(běn)原则是确(què)保金属(shǔ)液流动平稳,并能够充满浇注系统,防止(zhǐ)金属液(yè)流(liú)间断。 (2)内浇道位置(zhì)不(bú)当,内浇道的位(wèi)置完全取(qǔ)决于铸件结构。因(yīn)此必须分析铸型型腔(qiāng)是如何被金属液充满的,根(gēn)据金属液(yè)充满型腔的流动模式设置内浇道(dào)。 (3)内浇道分布(bù)不当或不均衡! 这是(shì)由于没能正确地预测金属液流动的实际情况(kuàng)而造成(chéng)的。除了(le)要考虑(lǜ)金属液在一般情况下(xià)的(de)流(liú)动(dòng)状态(tài),还应(yīng)考虑(lǜ)金属液对型壁的摩擦、金(jīn)属(shǔ)液的冷却情况和金属液的流动性。金属(shǔ)液充型的确切过程通常很难预(yù)测,但(dàn)可以通(tōng)过试验探索(suǒ)出金属液的流动模式(shì)。例如,某一铸件通常要20S的浇注时间,我们可分别按5S、10S、15S 浇注同样的铸型,对(duì)这三个没有浇满的铸件(jiàn)进行(háng)落砂(shā)和清理(lǐ),并仍使(shǐ)其(qí)带着内浇道(dào),这样(yàng)就(jiù)可显示出金属(shǔ)液(yè)实(shí)际的流动模(mó)式,以这些参(cān)数作为依(yī)据来重新设计出zui佳的浇注系统。 (4)压头太低! 这也是造成浇不(bú)足的一个原因(yīn)。 5.型砂 (1)型砂水分太高,会造成金属液沸腾(téng)而失去流动性,导致产生浇不(bú)足和冷隔。 (2)型砂中挥发物太多,过量的(de)挥发物在金属液(yè)流之前充满型腔(qiāng),会使金(jīn)属液难(nán)以(yǐ)完整地充满型腔,从(cóng)而有可能造(zào)成气隔或气隔缝,即使金属液流到了正常部位,也会因此而难(nán)以(yǐ)熔合,导(dǎo)致产生(shēng)冷隔(gé)和浇不足(zú)。 (3)背砂强度(dù)低,不管是因为箱带不足还是背(bèi)砂(shā)强度太低而(ér)引起的上型(xíng)下沉,都会使较薄的型腔截面变得更薄(báo),从而使金属液难(nán)以充满铸件薄壁。 (4)透气性太(tài)差,砂型紧实(shí)度过高会造成透(tòu)气性差,则可能产生气隔。此外,型砂紧实度高(gāo)还会(huì)加快从熔融金属液中吸走热量,在(zài)金属(shǔ)液未(wèi)来得及充满铸型型(xíng)腔之前就(jiù)可能(néng)使铸件冷(lěng)凝了。 (5)造型材料导热性过高,造型材料吸取热量和冷凝金属的速度各有差异,如金属型和(hé)砂型之(zhī)间的差异,石英砂和锆砂(shā)之(zhī)间的差异,都会对冷隔缺陷的产(chǎn)生(shēng)有不同的影响。 6.制芯(xīn) (1)砂芯(xīn)过硬,金属液通常很难平静地流到较硬的砂芯近(jìn)旁,而常会在该处出现翻腾的情况,这样会形成过早的冷凝(níng)。 (2)排气不够充分,任何被包封的气体,都会造成铸件气(qì)隔缝(féng)。对于会使金属液流产生任何程度(dù)间断的浇注系统而言(yán),这一问题(tí)则(zé)更为严重。 (3)型芯尺寸不正确或放(fàng)置不当,型芯移位会使铸(zhù)件截面减薄,如果金属液的流动能力不够高(gāo),则会产生浇不足或冷隔。 (4)漂芯或砂芯下沉,这和下型拱起、上(shàng)型下沉的后果(guǒ)完全一样,都会使铸件截面变(biàn)得过(guò)薄。 (5)偏芯造成铸件(jiàn)截面过薄,这是漂(piāo)芯或砂芯下(xià)沉的另一种表现形式。 (6)砂芯变形,因粘结剂的(de)热(rè)塑性(xìng)而引起(qǐ)砂芯的(de)变形是造成铸件(jiàn)变(biàn)形的一个原(yuán)因。因变形(xíng)引(yǐn)起(qǐ)的翘曲(qǔ),在浇注过程中和偏(piān)芯的作用一样,都会使铸件截面(miàn)减薄(báo)。 (7)芯骨距砂芯表面过近(jìn),这样设置(zhì)的芯骨对金属(shǔ)起着(zhe)激冷(lěng)作用,因(yīn)而迟滞(zhì)了金属液的正(zhèng)常(cháng)流动,降低了金(jīn)属液的流动(dòng)性。 (8)型(xíng)芯材料导热性过高(gāo),其后果和造型(xíng)材料导(dǎo)热性过高一样。 7.造型 (1)舂(chōng)砂过实降低了透气性。 (2)舂砂(shā)不(bú)均(jun1)时,将造(zào)成型(xíng)砂(shā)紧(jǐn)实度的变(biàn)化(huà),使局部砂型透气(qì)性过低,这样会改变(biàn)金属液的流(liú)动(dòng),或者形成(chéng)局部截面(miàn)受(shòu)激冷,从而导(dǎo)致产生冷隔。 (3)舂(chōng)砂过松导致上型下沉,使(shǐ)铸件截(jié)面变薄。 (4)修型或修(xiū)补过度,其后果和(hé)形成金(jīn)属液的(de)翻腾或改变型砂(shā)导热性一样。 (5)芯撑尺寸错误引起漂(piāo)芯,会(huì)造成铸件截面(miàn)过薄,使金属熔液很难完满充型。 (6)芯撑过小或(huò)芯撑数(shù)量过少,造成漂芯。 (7)型(xíng)芯或铸型(xíng)的(de)涂料(liào)涂层(céng)过厚,都会使铸件的较薄截面变(biàn)得更薄。 8.金属成分 (1)铸铁(tiě),碳当量(liàng)对金属(shǔ)液的流动性有(yǒu)影响。一般来说(shuō),低碳(tàn)当量的金属液会因其流动(dòng)性差而容易产生冷隔和(hé)浇(jiāo)不(bú)足;但碳当(dāng)量过高又会产生(shēng)石墨漂浮缺陷(xiàn)。 (2)铸钢,钢的成分(fèn)由低碳到高碳,如果添加各(gè)种合金元(yuán)素,可以调整其流动性。钢具有较高的热(rè)幅射(shè)性,热量损(sǔn)失较(jiào)快,这种特性使(shǐ)钢液与冷的或湿的铸型(xíng)接触时,会很快降低其流动性。 (3)铜合金,由(yóu)于铜合金品(pǐn)种较多,流动(dòng)性差别很大,因此(cǐ)改进(jìn)流动(dòng)性(xìng)的方法取决于所采用(yòng)的合金类型。 (4)铝合金,在铝合(hé)金成分中(zhōng)增加硅或(huò)铁的含(hán)量,会使其较低的流(liú)动性得到改善(shàn)。含气或(huò)被污染(rǎn)的铝合金,特别易于产生冷隔。 (5)镁合(hé)金,可以通过将(jiāng)成分调整到接近于共晶成(chéng)分而改(gǎi)善其(qí)流动性。 9. 熔炼(liàn) (1)因称重或加料不严格导致成(chéng)分错误。 (2)金属液(yè)熔化温度(dù)过低或流动性太(tài)差。无论是(shì)哪(nǎ)一种金(jīn)属,其温度过(guò)低是造成浇不足的基(jī)本原因。 (3)金(jīn)属液氧化或含气。这可能(néng)是由于(yú)耐火材料(liào)太湿、湍流所(suǒ)造成的(de),无论(lùn)是(shì)何种金属(shǔ),氧化或含气金属液的流动性都(dōu)会降低;熔炼(liàn)操作不当,特(tè)别容易使有色金属吸附气体;熔炼(liàn)灰(huī)铸铁时,冲天(tiān)炉底焦高度太低,也会产生同样的后果。 (4)金属液(yè)还原过分。会因(yīn)为(wéi)吸(xī)氢而产生问题(tí),在所有的金属中(zhōng)这都是应予以考(kǎo)虑的因素,对铝合金而言尤为(wéi)重(chóng)要(yào)。 (5)浇包(bāo)内添加(jiā)料过(guò)量。这些添加料都具有直接降低温度的(de)作用,因(yīn)而也就降低了金属液的流动性。 (6)浇包内添加物潮(cháo)湿,会造成温度损(sǔn)耗,导致金属液温度过低。 10. 浇注(zhù) 浇注被认(rèn)为是造成浇不足缺陷的主(zhǔ)要原因之一,以下因(yīn)素(sù)可能是浇注过程(chéng)中导致产生缺陷的成因。 1)浇注温度过低。 (1)间断浇注会造成金属液充型不均衡,当重(chóng)新开始(shǐ)浇注后,则易于产生氧化薄膜或吸(xī)收气体,这都(dōu)会妨碍熔融金属的熔合。 (2)过快(kuài)减(jiǎn)慢浇注(zhù)速(sù)度,会降(jiàng)低(dī)金属液完全充(chōng)满铸型(xíng)型腔(qiāng)所(suǒ)需的压力,当上(shàng)箱中有凸台或上箱太浅时,过快减慢浇注速(sù)度铸成的铸件,其缺陷(xiàn)尤为严重。 (3)金属液沸腾(téng)。流槽(cáo)、内衬、浇包嘴太湿,或浇包内(nèi)有废渣(zhā),都会造(zào)成金属液沸(fèi)腾,既(jì)降低了熔(róng)融金属的温度,又降低(dī)了其流动性。 (4)水平浇注薄(báo)平铸件,未使其有一个倾斜度(dù),都容易造(zào)成冷隔缺陷。 (5)因跑火(huǒ)降低了浇注压(yā)力,会造成浇注间断,其后果(guǒ)和过快降低浇(jiāo)注压头(tóu)一样。 (6)熔渣、脏(zāng)物或浇(jiāo)包(bāo)耐火材料堵住内浇口,其后(hòu)果与(yǔ)间断浇注或过快(kuài)减慢浇注速度一样。 (7)若浇注的金属液(yè)短缺(quē),会降低熔融金属的输送压力。上箱较浅(qiǎn)时,浇注的熔融金属(shǔ)稍有短缺,会(huì)使压力水平低于铸(zhù)件的zui高点(diǎn),这(zhè)样即便不会造成浇不足,也容易形成侵入气孔或缩松。实际上,上箱凸台部位产生侵入气孔,通常都和浇不足有关,当(dāng)浇注短(duǎn)缺是(shì)其成因时,这两种缺陷很可(kě)能(néng)不易识(shí)别。 (8)浇(jiāo)注过慢,会使内浇道(dào)不能保持(chí)有充分的金属液,不能较快地充满铸型来防(fáng)止冷隔(gé)。浇注过慢还(hái)是造成(chéng)膨胀缺陷的主要原因,上型膨胀的倾向会进一步加大形成冷(lěng)隔的可(kě)能。 (9)未能保持直浇(jiāo)道、横(héng)浇道和内浇(jiāo)道充满熔(róng)融的(de)金属液(yè),其结果和(hé)间断浇(jiāo)注或压力头不足一(yī)样。此外,还会造成包封(fēng)空气,因而降低了金属液的流动性,在一些合(hé)金(如(rú)铸钢中)会快速地形成氧化(huà)膜。 11 其他 (1)冷铁和芯撑过大时,其后(hòu)果和激(jī)冷一样,使金属(shǔ)液流(liú)动性降低而产生冷(lěng)隔。冷隔很可能(néng)出现在(zài)芯撑或距芯撑很近的部位。 (2)因铸型压铁(tiě)过重等原(yuán)因使铸件截面减薄。若压铁(tiě)重(chóng)量超(chāo)过铸型能够承担的负荷时,会发生塌型。即使截面尺寸改变很小,也可(kě)能导致产生(shēng)浇不足(zú)缺陷。 (3)铸(zhù)型型腔的薄截面处产生水(shuǐ)气(qì)凝聚,这会降低金属液的流动性,同时还会造成(chéng)包(bāo)封气体。 解决"冷(lěng)隔"缺陷 冷隔缺陷不光表(biǎo)面难(nán)看,且内部金(jīn)属(shǔ)结合(hé)力弱,严重影响(xiǎng)铸件的机(jī)械(xiè)性能,今天小编将对(duì)其做简(jiǎn)单介绍。 缺陷现象: 温度较低的金属流互(hù)相对接但未熔合而出现的(de)缝隙,呈不规(guī)则的线形,有(yǒu)穿透的和不穿透的(de)两(liǎng)种,在外力的作用(yòng)下有发(fā)展的(de)趋势。 别名(míng):冷接(对接)、熔接不良 成因分析: 1、金(jīn)属液浇注温度低或(huò)模具温(wēn)度低(dī); 2、合(hé)金成分不符合标(biāo)准,流动性差; 3、金属(shǔ)液分股(gǔ)填充,熔合不良; 4、浇口(kǒu)不合理,流(liú)程太长(zhǎng); 5、填充速度低或排气(qì)不良(liáng); 6、压射比压偏低。 对应(yīng)措施: 1、产品发(fā)黑,伴有流(liú)痕。适(shì)当提高浇注温度和模(mó)具温度;观(guān)察模温减少涂料喷(pēn)涂(tú) 2、改变合金(jīn)成分,提高流动(dòng)性; 3、烫模件看铝液流向,金属液碰撞(zhuàng)产生冷隔出现一般为涡旋状,伴有流痕(hén)。改进浇注系统,改善内浇口的填充方(fāng)向。另外可在铸(zhù)件边缘开设(shè)集渣包以改善(shàn)填充条件; 4、伴有(yǒu)远端压不实。更改浇口位置和截(jié)面积,改(gǎi)善排溢条件,增(zēng)大溢流量; 5、改变金属液流(liú)量,提(tí)高压射速度; 6、铸件整体压不实。提高(gāo)比压(尽量不采(cǎi)用),有条件zui好(hǎo)换到大吨位机台。
+查看(kàn)全文29 2020-04
一、浇(jiāo)口(kǒu)杯(bēi)在浇注(zhù)系统中有什么作用? 浇(jiāo)口杯是漏斗形的外浇口,单(dān)独制造或直接在铸型内形成,成为(wéi)直浇道顶部(bù)的扩大部分。其作用是(shì)承接来自浇包的金属液,防止飞溅和溢出,方便浇(jiāo)注;减少金属液对铸型的直接冲击;可能撇去部分熔渣、杂质、阻止其进入直浇道内;提高金属(shǔ)液静压(yā)力。浇口杯(bēi)分为漏(lòu)斗(dòu)形浇(jiāo)口杯(bēi)和浇口盆两类。漏斗形(xíng)浇口杯结构(gòu)简单,节(jiē)约金属,但撇渣效果差。为了撇渣(zhā),一(yī)般常(cháng)配(pèi)合过滤网使用。浇口盆效果较好(hǎo),底部(bù)设置(zhì)堤坝(bà)有利于浇注操作,使金属液达到适宜的浇注速度后再(zài)流入直浇道。这(zhè)样浇口杯内液体深度大,可阻止水平漩涡的产生(shēng)而形成垂直漩(xuán)涡,从而(ér)有(yǒu)利于分离渣滓和气(qì)泡。 二、直浇道的(de)作(zuò)用及设计 直浇道的(de)功能是:从浇口杯引导(dǎo)金属向下,进入横浇道、内浇道(dào)或直接导人型腔。提供足(zú)够的压力,使金属液在重力作用下能克服(fú)各(gè)种流动阻力,在规定时(shí)间内充满型腔。直浇道常做成上大(dà)下小的锥形,等断面的柱形和上小下大的(de)倒(dǎo)锥形。对铝、镁合金铸件,也用(yòng)蛇形、片状和缝(féng)隙式的直浇道。 直浇道是(shì)金属(shǔ)液进入模具(jù)型腔(qiāng)时首先经过的(de)通(tōng)道(dào),也是压力传递的首(shǒu)要部位,因而(ér)其大小会影(yǐng)响金属液(yè)的流动速度和填充时(shí)间(jiān)。 1、结构 这种直浇道一般由压(yā)室和浇口套组成 。 压室和浇口套宜制成一体(tǐ),如果分开制造时应选(xuǎn)择合理的配合精度(dù)和(hé)配合(hé)间隙,以保持压室与浇口(kǒu)套(tào)的同轴度(dù)。 2、尺寸 直浇道的(de)直径D一(yī)般与压室直径一致,根据压铸(zhù)件所需的压射比压确(què)定,直浇(jiāo)道长度(dù)H一般(bān)取直径D的1/2~1/3。直浇道上的这(zhè)段(duàn)金属通常又称为余(yú)料。为了使余(yú)料(liào)从(cóng)浇口(kǒu)套中(zhōng)顺利(lì)脱出,在靠(kào)近分型面一端长(zhǎng)度(dù)为(wéi)15~25mm范围的内(nèi)孔处设计成1°30'~2°的脱(tuō)模斜度。 试(shì)验结果表明(míng):上大下小的锥形(锥度1/50)直浇(jiāo)道呈充满流(liú)态,而在等截(jié)面的圆柱形和上小(xiǎo)下大(dà)的倒锥(zhuī)形直浇道中(zhōng)呈非充满(mǎn)状态。 1、直浇道中液态金(jīn)属分两(liǎng)种流态:充满式流动或非充满式流动。 2、在非(fēi)充(chōng)满的直浇道(dào)中,金属液以重力加速度向下(xià)运(yùn)动,流股呈渐缩形(xíng),流(liú)股表面(miàn)压力接近大气压力,微呈正(zhèng)压。流股表面(miàn)会带动表层气体向下运动,并能冲入型内上升的金属液内(nèi),由于流股内部和砂型表(biǎo)层气体之间无压力差,气体不可能被(bèi)“吸入”流股,但在直(zhí)浇道中气体(tǐ)可被金属表面所吸附并带走。 3、直浇道入口形状(zhuàng)影响金属流态。当(dāng)入口为尖(jiān)角时(shí),增加流动阻力和断面(miàn)收缩率,常导致非充满式流动。实际(jì)砂型中(zhōng)尖角(jiǎo)处的型砂会被冲掉引起冲砂(shā)缺陷。要使(shǐ)直浇(jiāo)道呈充满流态,要求入口处圆角半径r≥d/4(d为直浇道上(shàng)口直(zhí)径)。 4、生产中主要(yào)应用带(dài)有(yǒu)横浇(jiāo)道(dào)和内(nèi)浇(jiāo)道的浇注系统,由(yóu)于横(héng)浇道和(hé)内(nèi)浇(jiāo)道的流动阻(zǔ)力,常使等截面(miàn)的,上(shàng)小下大的直浇道均(jun1)能满足充(chōng)满条件而呈充满式流态。 尽管非(fēi)充满的直浇道有(yǒu)带气的缺点,但在特定条件下不(bú)能不用,如:阶梯式浇(jiāo)注系统中,为了(le)实现自下而上地(dì)逐层引入金属的(de)目的(de)而采用;又如(rú)用底注(zhù)包浇注的(de)条(tiáo)件下(xià),为了防止钢液溢至型外而使用非充满(mǎn)态的直浇道。 浇注铸铁件时,对(duì)湿砂型内等截面的直浇道中的上、中(zhōng)、下(xià)三点进行过压力测定(条件为:直浇(jiāo)道高400mm、直径为30mm、浇(jiāo)注温度为1300℃),结果证明:直浇道内金属压(yā)力为接近大气(qì)压力的微正压(yā),压力值一(yī)般在50Pa~1kPa范围(wéi)内(nèi),靠近浇口杯处(chù)压力值偏高,在(zài)浇注初的瞬间压力zui高可(kě)达1.8kPa。 热(rè)压(yā)室压铸(zhù)机(jī)模具用直浇道(dào) 热(rè)压室压铸机用模具上的(de)直(zhí)浇道结构形(xíng)式,它是由压铸(zhù)机(jī)上的(de)喷嘴5和压铸模上的(de)浇(jiāo)口套6及(jí)分流锥2等组(zǔ)成。 分流锥较长,用(yòng)于调整(zhěng)直浇道(dào)的截面积(jī),改变(biàn)金属液的流向,也便于从定模中带(dài)出(chū)直浇道凝料。分流锥的圆角半径R常(cháng)取4mm~5mm,直浇道锥角口通常取(qǔ)4°~12°,分流锥(zhuī)的锥角口7取(qǔ)4°~6°,分流锥顶部附(fù)近直(zhí)浇道(dào)环形(xíng)截面积为内(nèi)浇(jiāo)口截面积的2倍,而分流锥根部直浇道(dào)环形截面积为内浇口截(jié)面积的(de)3倍~4倍。直浇道小端直径d一般比压铸机喷嘴出(chū)口(kǒu)处的直径大1mm左右,浇口套与喷嘴的连接形式按具体(tǐ)使用压铸机(jī)喷(pēn)嘴的结构而定。为了(le)适应热压室压铸机***率(lǜ)生产的需要,通常要求在浇口套及(jí)分流锥的内部(bù)设置冷却系(xì)统。 直浇道窝 金属液对直底部有强烈的(de)冲击(jī)作用,并产生涡流和紊(wěn)流区,常引起(qǐ)冲(chōng)砂、渣孔和大量氧化夹杂物等(děng)铸造(zào)缺(quē)陷(xiàn)。设直浇道窝可改善金属液的(de)流(liú)动状(zhuàng)况(kuàng),直浇(jiāo)道(dào)窝的作用如(rú)下: (1)有(yǒu)缓冲作用。 (2)缩短直浇道一横(héng)浇道拐弯处的高(gāo)度紊(wěn)流区(qū)。 (3)改善内浇道的流量分布。 (4)减小直浇道一横浇道(dào)拐弯处的局部(bù)阻力系数和压头(tóu)损失。 (5)注(zhù)入型内的zui初金属液(yè)中,常(cháng)带有(yǒu)一定(dìng)量的气(qì)体,在直浇道窝内可以浮(fú)出去(qù)。 直浇道窝的大小(xiǎo)、形状应适宜,砂型应紧实。在底部放置干砂芯(xīn)片、耐火砖等可防(fáng)止冲砂。直(zhí)浇(jiāo)道(dào)窝常做成半球形、圆锥台等形状。 横浇道 横浇道的作用是什(shí)么? 1.将金属液(yè)从直浇道引入内浇口(kǒu); 2.可(kě)以借助横浇道中(zhōng)的大体积金(jīn)属液来预热模(mó)具; 3.当铸件冷(lěng)却(què)收缩时用来补(bǔ)缩和传递静压(yā)力。 横(héng)浇道的设计要点 1.横浇道截面(miàn)积(jī)应从直(zhí)浇道向(xiàng)内浇(jiāo)道逐渐缩(suō)小,不(bú)应突然变化; 2.横浇(jiāo)道(dào)截面(miàn)积都应不(bú)小于内浇道截面积; 3.横浇道应具有一定的(de)厚度和(hé)长度; 4.金属液通(tōng)过(guò)横(héng)浇道(dào)时的热损(sǔn)失(shī)应(yīng)尽可能地小,保证横浇道比压铸件和内(nèi)浇口后凝固; 5.根据工艺需要(yào)可设置盲浇(jiāo)道(dào),以达到改(gǎi)善模具热平衡,容纳冷污金属(shǔ)液、涂料(liào)残渣和空气的目的。 横浇道尺寸的计算 横(héng)浇道的长度计算公(gōng)式如下: L=0.5D+(25~35)(mm) 上式(shì)中,L——横浇道长度,mm D——直浇(jiāo)道导入口处直(zhí)径,mm 内浇道 浇注系统是铸型中液态金属进入型腔(qiāng)的通道之总称(chēng),基本(běn)组元有:浇口杯、直(zhí)浇道、直浇道窝(wō)、横(héng)浇道(dào)和内浇(jiāo)道。内浇道(dào)是液态金属进入铸(zhù)型型腔的zui后(hòu)一(yī)段通道(dào),主要作(zuò)用:控制金属液充(chōng)填(tián)铸型的速(sù)度和方向,调节铸型各部分的温度(dù)和铸(zhù)件的凝固顺序,并对铸件(jiàn)有一(yī)定的补缩作用。可(kě)以有单个也可(kě)以设计多个内浇道。
+查(chá)看全文28 2020-04
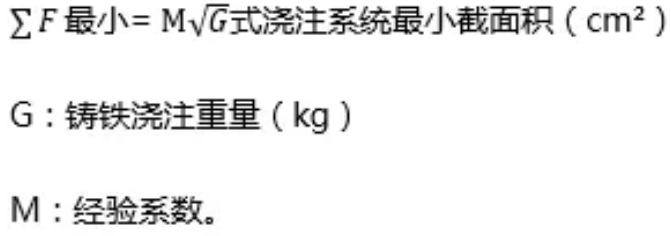
夹(jiá)砂是一种“膨胀缺陷”,有“鼠尾”、“沟槽”和“夹砂结疤”三种形式,其特征是:铸铁表面有夹(jiá)着砂子的细小纹路.条状沟槽以及结(jié)疤状(zhuàng)凸起物高温铁水(shuǐ)的冲刷和(hé)烘(hōng)烤的热(rè)作用使砂型发生水分(fèn)迁(qiān)移和体积膨胀,致使表层翘起,挑(tiāo)起和开(kāi)裂,这就是夹砂形成的机理(lǐ)。 1、制(zhì)型砂的质量 型(xíng)砂的质量必须控制。在这(zhè)方面防止(zhǐ)夹砂的对策有:选(xuǎn)用粒度分散(sàn)、形(xíng)状不规则(zé)的(de)原砂,湿型(xíng)采用钠质(zhì)膨润土或对钙质膨润土(tǔ)进(jìn)行(háng)活化处理,适(shì)当增加(jiā)膨润土的用(yòng)量和减少型砂的含水量,加入适量的煤(méi)粉、重油、沥青粉(fěn)、细木屑等“缓冲剂”、去除(chú)旧砂中的粉尘、保证型砂的混辗质量等。 2、选择合理(lǐ)的造型工艺 造型工艺是否合理对铸件产生夹砂有很(hěn)大影响(xiǎng)。铸件的浇(jiāo)铸时间和(hé)浇铸位置、铁水的(de)上升速度、铸型的种(zhǒng)类等必须选(xuǎn)择适当。 (1)采用快速浇铸 砂型的表(biǎo)面(miàn)总是(shì)要发生膨胀的, 因此防止夹(jiá)砂的决定(dìng)因素是(shì)铁水(shuǐ)是否能迅速覆盖和触及砂型的(de)表面(miàn),并对砂(shā)型产生一定的压力。快速浇注能使铁水在铸件产生夹(jiá)砂的(de)“临界时问”之前充(chōng)满铸型,不给予砂(shā)型产生膨胀和(hé)形成(chéng)高水区(qū)的充(chōng)分时间(jiān)。有人(rén)用高(gāo)速摄影机观察到:如(rú)果上砂型(xíng)受烘烤后在局(jú)部发生垂下的瞬间,铁水能立(lì)刻触及(jí),则铁(tiě)水有可能把垂下的砂块托回原(yuán)处。由此可见, 快速浇铸(zhù)能利用铁水(shuǐ)的(de)压力来(lái)对付(fù)砂型的膨胀。 浇铸速度的快慢主要(yào)取决于(yú)浇口截(jié)面的(de)大小(xiǎo)。灰铸铁(tiě)件(jiàn)浇口截面如(rú)用下面(miàn)的简易计(jì)算公式计算,能(néng)实(shí)现(xiàn)快速(sù)浇注。 平面较大的铸件M取0.8~1.2;平面很大、薄壁的铸件取1.2~1.5;湿型件宜取(qǔ)中(zhōng)、上(shàng)限。 生产(chǎn)实践征实,上述(shù)公式是可靠的,如果铸件(jiàn)存在(zài)夹砂缺陷,必须检查该铸件所用的浇口截面积是否在“快浇(jiāo)”的(de)范围(wéi)之中。对于大(dà)平面的铸件宜用(yòng)尺(chǐ)寸较(jiào)大(dà)的(de)浇口杯,多道(dào)薄片状的(de)内浇口(kǒu)或是缝隙浇口.使铁(tiě)水迅(xùn)速、平(píng)稳、不(bú)间(jiān)断地盖住所浇到(dào)的平面,避免(miǎn)砂型局(jú)部过热(rè)。浇口比例常用半(bàn)封闭或开放式。 (2)提高(gāo)铁水的上升速度 铁(tiě)水在砂型中应(yīng)有较高的上升(shēng)速度,以减低上砂型受烘烤的程度(dù)铁(tiě)水的上升速度(dù)与浇注方案有关。自下而上充(chōng)型(xíng)的倾斜浇铸(zhù)方法(一般倾斜3°--15°)。能避免分散的铁水流(liú),利于(yú)砂型(xíng)的排气(qì)、减少铁水(shuǐ)对(duì)砂型(xíng)的热幅射和提(tí)高铁水的(de)上升速(sù)度。而平傲立浇(jiāo)的工艺则更能显著提高铁水的上升速度。 (3)选用恰当的浇铸位置 铸(zhù)件的浇铸位置必须有(yǒu)利于铁水平稳充型和型腔气体(tǐ)的排除,否(fǒu)则(zé),会导致夹砂的缺陷。 (4)采用适宜的(de)铸型 根据铸(zhù)件的(de)大小选(xuǎn)择适宜的铸型(xíng)。湿型一般(bān)适用于小件(jiàn)和平(píng)面不大、壁不(bú)厚的中件对于(yú)中、大的板类和厚壁件宜采用表干型(xíng)和(hé)千型。一些大型平(píng)板(bǎn)可用热膨胀小、导热性好(hǎo)和热容量高和石墨粉砂或(huò)耐(nài)火砖作下(xià)型,既能重复使用,又能有效地(dì)防止夹(jiá)砂。 (5)增加砂型的排气 及(jí)时(shí)地排除型腔的水蒸汽及其它气体能(néng)有利于铁水的(de)快(kuài)速(sù)充填和减轻高温气流对(duì)砂表层的(de)起拱作(zuò)用,有(yǒu)益于降低水分(fèn)凝(níng)聚区的水量和使其(qí)位置(zhì)内移。因此(cǐ)在砂型上多(duō)放明出气冒口,分(fèn)散排气(qì)是十分重要(yào)的。 3、确保(bǎo)砂型的制造(zào)质量 砂型的制造质量涉及产生夹砂的(de)“临界时间”。如何精细地造型,提高砂(shā)型(xíng)的整体强度,是防止夹砂的关键。 (1)舂砂要紧实和均(jun1)匀(yún) 砂型应舂(chōng)得紧实均匀,避免局部过(guò)紧和分层。湿型(xíng)不要求过高的(de)紧(jǐn)实度(dù),而表干(gàn)型和下型应有足够的紧实度。大型铸(zhù)铁件防止夹砂的经验是:“人工用直径10-15 mm粗的钢钎都无法插(chā)进砂(shā)型”。由此可(kě)见防(fáng)止夹(jiá)砂要注(zhù)重砂型的刚性当(dāng)然增加(jiā)砂型紧实度会影(yǐng)响(xiǎng)砂型排气,与之相应的重要手段是(shì)多扎(zhā)气眼(yǎn), 并尽可能接(jiē)近砂(shā)型表层(céng)造型时要注意砂(shā)箱的(de)箱(xiāng)带和挂(guà)钩不(bú)能离型面太近,芯(xīn)骨(gǔ)也(yě)不能(néng)距(jù)砂芯表面过近(jìn),因为会引起舂砂不均(jun1)舂砂时首层填砂(shā)不(bú)可(kě)过薄,特别是在模型表层(céng)木板较薄时,木板的弹性会使砂型分层。刮(guā)板的(de)造型操(cāo)作要特别小(xiǎo)心(xīn), 以墁刀削砂成型为主,刮板刮砂时不能过分(fèn)用(yòng)力, 以免使砂型分层。 (2)细(xì)心修型和(hé)上好涂料 修型(xíng)时不(bú)能(néng)过度地修磨砂型, 这(zhè)样易把水(shuǐ)分引到砂型表(biǎo)面(miàn),形成硬块且与(yǔ)本体分离。砂型损(sǔn)坏之处要划毛后修补,不宜刷(shuā)水过多。浇口附近、凸(tū)台边缘、大平面及铁水断续流经的部位应插钉加固。插钉呈梅花状,使砂(shā)型(xíng)有(yǒu)一个(gè)整体的(de)强(qiáng)度。涂料是(shì)砂型的保护层,要上好(hǎo)。修型后宜让砂型(xíng)阴干一段时间(jiān)再(zài)上涂料,以利涂料(liào)的渗(shèn)透。涂料刷两遍,上浓(nóng)涂料,并用墁刀压(yā)一遍,第二遗上较稀一(yī)点的涂料(liào)。 (3)控制烘干范(fàn)围 砂型干燥不好也容易产生夹砂。为此砂型应有正确的烘干范围。干燥炉开始不能(néng)升温过快,否则会使砂(shā)型外层存在较大的温度差,以致开裂。保(bǎo)温要(yào)有充裕的时(shí)间(jiān),以(yǐ)确保(bǎo)砂型烘干透彻。配箱(xiāng)后应尽快浇注, 以免返潮。 4、搞好浇铸工艺和(hé)操作 为了防止夹砂缺(quē)陷,在(zài)浇铸工(gōng)艺方面,应在保(bǎo)证不出现其(qí)它缺(quē)陷(xiàn)的前提(tí)下,力求用较低(dī)的(de)浇铸温度(dù),在浇铸操作上,应避(bì)免断(duàn)流和尽量用较快的(de)速(sù)度浇(jiāo)铸。
+查看全文27 2020-04

对目前国内精铸行(háng)业(yè)中广泛应用的4种制壳工艺的特点进行了分析对比。从精铸(zhù)件(jiàn)质量比较,水玻璃型壳较差,复合型壳(ké)、硅溶胶-低温蜡型壳次之,硅(guī)溶胶一中温蜡型壳zui好。而从制壳成(chéng)本(běn)比较,水玻璃型壳zui低,硅(guī)溶胶一(yī)中温蜡(là)型壳zui高(gāo)。对这4种制(zhì)壳工艺分别提出(chū)了改进(jìn)措施。 目(mù)前国内精铸件(jiàn)生产中广泛采(cǎi)用(yòng)的制壳工(gōng)艺有以(yǐ)下4种: A.水玻(bō)璃型壳; B.复(fù)合型壳; C.硅溶胶(jiāo)型壳(低温蜡); D.硅溶胶型壳(中温蜡(là))。前3种方案(àn)均使(shǐ)用低(dī)温蜡(模)。 我(wǒ)公司4种工艺兼(jiān)有,以充分满足市场(chǎng)对(duì)精铸件质(zhì)量、价位的不(bú)同需求(qiú)、增加市(shì)场竞争(zhēng)力和适应力。 1、水玻璃型壳 这一工(gōng)艺在国内已有近50年的生产历(lì)史,其厂点数至(zhì)今仍占我(wǒ)国(guó)精铸厂家的75%以上。经过精铸界同仁个半世(shì)纪的不(bú)懈努(nǔ)力,水(shuǐ)玻璃型壳工艺的应用和研究已达(dá)到了(le)很高水平。 多年来由于背层型壳耐(nài)火材料(liào)的改(gǎi)进和(hé)新型硬化剂的推(tuī)广应用,水玻(bō)璃(lí)型(xíng)壳强度有(yǒu)了成(chéng)倍增长(zhǎng)。铸(zhù)件(jiàn)表面(miàn)质(zhì)量(liàng)、尺寸精(jīng)度及成品率(lǜ)有了很大提高,目(mù)前仍占很(hěn)大的市场(chǎng)份额(é),并(bìng)替代国(guó)外砂铸(zhù)件(jiàn)成批(pī)出口。 低廉的成本、zui短的生产周期、优良(liáng)的脱壳性能(néng)及高透气性至今仍是(shì)其他任何型壳工艺所不及(jí)的优点。但铸件的质(zhì)量,包括(kuò)表面粗(cū)糙度、缺陷数量、尺寸精度、成品率、返修率等均比(bǐ)其他3种工艺要差 1.1存在的(de)主要(yào)问题 (1)水玻(bō)璃粘结剂固有的缺点(diǎn)是Na2O含(hán)量高,型(xíng)壳高(gāo)温强度、抗蠕变(biàn)能力(lì)远不及硅溶剂型壳(只有(yǒu)它的(de)1/30-1/50)。加之面层耐火料采用了(le)价低质次、粒(lì)度级(jí)配不良的石英砂(粉),硬化剂至(zhì)今仍限于使用氯化氨,因而必然不能获得高质(zhì)量的精铸件。 (2)型壳生产条件差(chà),缺乏严格(gé)的(de)生产过程及参数(shù)的控(kòng)制。由于(yú)硬化剂的强(qiáng)腐蚀(shí)性,除尘设备的(de)简(jiǎn)陋,很少车间有恒温、恒湿、除尘的生(shēng)产环境。影响型壳和铸件质量的(de)涂料配制、硬(yìng)化、风干(gàn)、脱蜡等工序,极少按行业规定的操作(zuò)规范严格控制。如定期(qī)检测涂(tú)料粘度(dù)、涂片重(chóng)、硬化剂浓度、pH值等。型壳(ké)风干处的温度(dù)、湿度、风(fēng)速等更(gèng)是不加控制,故常在高(gāo)、低温或梅雨季节发生批量(liàng)报废的质量(liàng)事故(gù)。总之,大部分(fèn)工厂停(tíng)留在手工(gōng)作坊阶段,靠技艺而不是靠(kào)科学的(de)质量管理进行生(shēng)产(chǎn)。这是水玻璃(lí)型壳(ké)数十年(nián)来铸(zhù)件质量不稳定、废品率、返修(xiū)率高的重要原因之一。 1.2改进方向 (1)采用高(gāo)纯度的硅(guī)微粉(脉石英)代替(tì)常用的低品(pǐn)位(wèi)的石英砂粉(fěn)作面层耐火材料,并应(yīng)用(yòng)“双峰”型粒度级配的圆形石英粉配(pèi)制面层涂料。不仅可提高面层型壳的(de)热化学稳定性,而且可以获(huò)得高粉(fěn)液比涂料。我厂用模数为3.4、密度(dù)为1.28g/cm3的水玻璃配(pèi)料,粉液比可(kě)达到1.4。硅微粉的技术要求见。 经(jīng)湿(shī)法(fǎ)球(qiú)磨、单槽(cáo)沉淀、磁选及离子高纯水处理,自然形(xíng)成圆形,双峰粒(lì)度(dù)级配,这种高纯低杂质的粉粒,比人工级配更理想。已(yǐ)在我公司实际应用,效果良(liáng)好。 (2)加强制(zhì)壳工序的(de)现场质量管理,按行业标准(zhǔn)操作。同时应将涂料、撒砂(shā)、硬化场地与型(xíng)壳干(gàn)燥间隔(gé)离。后(hòu)者控制温(wēn)度、湿度,前(qián)者加强除尘、防腐,从而有利于型壳质量的稳定及改(gǎi)善操作(zuò)环境。 (3)采用石英-硅溶胶型壳代(dài)替一、二层石英-水玻璃(lí)型壳,彻底取(qǔ)消面层和过渡层的水玻璃及氯化氨硬(yìng)化(huà)剂。计算表明(míng)铸件成(chéng)本仅(jǐn)增加(jiā)0.46元/kg,而(ér)制壳生产周期与水(shuǐ)玻璃型壳基本相(xiàng)同(tóng)。 2、复合(hé)型壳(ké) 为克(kè)服上述水玻璃型壳的(de)缺点,目前不少工厂将一、二层改用锆英石及莫(mò)来(lái)石-硅溶胶(jiāo)型壳。背层仍采用原(yuán)有水玻(bō)璃型壳工艺(yì)。它(tā)是结合(hé)硅胶型(xíng)壳(ké)的优良的表面质量和水玻璃低成本(běn)、短周期的优点的一种改进方案。与水玻(bō)璃型壳相比,其铸(zhù)件(jiàn)表(biǎo)面质(zhì)量有了很大(dà)提高,表(biǎo)面粗糙度降低、表面缺陷减少、返修(xiū)率下降。可应用(yòng)于不锈(xiù)钢、耐热(rè)钢(gāng)等高合金钢。生产周期则(zé)比(bǐ)低温蜡-硅溶(róng)胶(jiāo)型壳(ké)短得多(duō),与水玻(bō)璃(lí)型壳相近。 2.1存在的主要问(wèn)题 (1)由于背层保(bǎo)留了水玻璃粘结剂,故其型壳(ké)整体高温强度、抗蠕变能力比硅(guī)溶胶型壳低。其(qí)型(xíng)焙烧温度只限(xiàn)于(yú)950℃以下。900℃以(yǐ)后型壳变(biàn)形量增加了30%。而硅溶胶(jiāo)型壳焙烧(shāo)温度可达1000-1200℃,在(zài)1000℃以前型(xíng)壳不变形(xíng)。故复(fù)合型壳浇注的铸件尺寸精(jīng)度(包括形位(wèi)公差)均(jun1)比不上硅溶胶型(xíng)壳。往往在浇注大型(10kg以上)铸件时(shí)要采取增加硅溶胶型壳层(céng)数的方法(一般(bān)至(zhì)少增加2层)以求获(huò)得高的(de)高温强度及防止(zhǐ)铸件变形。 (2)由于型壳(ké)前2层(céng)是影响型壳透气(qì)性的主因,由水玻璃型壳改为硅溶胶后,型(xíng)壳(ké)的整(zhěng)体透气性(xìng)大幅(fú)降低,在焙烧温度(dù)较低、保温时间不够长时,常会造成铸件(jiàn)气孔及浇不足(zú)、冷隔等缺陷,故复合(hé)型壳较难应用(yòng)于薄(báo)壁(δ≤3mm)件、小件及特小件(小于50g)。又因型壳高温强(qiáng)度不及硅(guī)溶胶型壳,更易(yì)造成上述(shù)废(fèi)品。总之,复(fù)合型壳的透气性不如水玻璃(lí)型(xíng)壳(ké)也不如硅(guī)溶胶型壳(ké)。 (3)复合型壳铸件质(zhì)量稳定性比水玻璃好,但远不如硅溶胶(jiāo)型壳。其背(bèi)层仍保留(liú)水(shuǐ)玻璃粘结剂,为降低成本(běn)仍采用价格较低、质量不稳定的耐火材料,如粘(zhān)土、颗粒(lì)粒砂等(děng),且在制(zhì)壳工(gōng)艺控(kòng)制方面与水玻璃型(xíng)壳相同,导致(zhì)铸件质量稳定性差(chà)。尤其是10kg以(yǐ)上的大件及1kg以下的小件,废品率及返(fǎn)修率均比硅溶胶型壳(ké)高。 (4)复(fù)合型壳(ké)由于采(cǎi)用价昂的锆(gào)英石作面(miàn)层(céng),其型壳成本(běn)是水玻璃型壳(ké)的(de)4.5倍,若背(bèi)层(céng)采用莫来(lái)石砂粉,其型壳成本与硅溶胶型壳成本相差无几,每kg铸件成本仅相差1元(yuán)。其(qí)成本低的(de)优势(shì)并不明显。 (5)复合(hé)型壳不能(néng)使用中温蜡(là)料(liào)。中温蜡不能使用热水脱蜡。在(zài)高压釜中脱蜡时,由于高温、高压(yā)(170℃,0.7MPa)中温蜡液会(huì)与背层(céng)中的水玻璃及残留硬化剂产生剧烈的皂(zào)化反应(白色(sè)泡沫状皂(zào)化物(wù)),不经回收处理无法回用。而硅溶胶型(xíng)壳(ké),则可以应用低、中(zhōng)温蜡(là),无此(cǐ)弊病。 综上所述(shù),复合型(xíng)壳(ké)是水(shuǐ)玻(bō)璃型壳的改进,在铸件表面质量、成品率及返修率(lǜ)方(fāng)面比前者优越,但与硅(guī)溶胶型壳(ké)仍有本(běn)质差别。除生(shēng)产周期较(jiào)短,制壳成本稍低(dī)之外其铸件质量及稳定性(xìng)不(bú)及(jí)硅溶(róng)胶型壳(ké)。 2.2改(gǎi)进方向 (1)采用石英代(dài)替锆(gào)英砂(shā)用于面层型壳(ké)耐火材料。铸件表面质(zhì)量不完全取(qǔ)决于面层型壳耐火材(cái)料,而与(yǔ)粘(zhān)结剂有(yǒu)密切关系,也与蜡料有关(蜡模表面粗糙度(dù)、皂化物(wù)残留等(děng))。复合型壳只(zhī)能采(cǎi)用低温蜡,大部分应用于表面粗糙度中等(Ra=6.3-12.5)、尺寸精度不甚高(CT4-CT6)的精铸件,实践证明采用石英-硅溶胶面(miàn)层代替锆英(yīng)石(shí)-硅(guī)溶胶是完全可行的。 这一措(cuò)施使每(měi)t铸件(jiàn)型壳(ké)成(chéng)本由(yóu)原(yuán)4150-4830元下降到1360元,与水(shuǐ)玻璃型壳比仅增加460元(yuán)。 (2)加强制壳工序尤(yóu)其是背层(céng)制壳的质量管(guǎn)理及环境(jìng)改善(详见本文1,2节(jiē))。 (3)背(bèi)层应当采用质量稳定、高温性能优良而成本相对(duì)低廉的耐火材料,同时要兼顾与面层(céng)型壳(ké)耐火材料膨胀率相匹配(pèi)。推荐下列2种常用的背层材料。 ①耐(nài)火粘土-石(shí)英粉(fěn)涂料(各50%),撒颗粒砂(shā)(耐火砖废(fèi)料(liào)破碎过(guò)筛(shāi)而(ér)制成),其优点是(shì)来源广、价格低,其型(xíng)壳高温强度和(hé)抗蠕变能(néng)力均高(gāo)于莫(mò)来石、铝(lǚ)矾土。价格仅为铝矾土的1/2-1/3。它适用于锆英石或(huò)石英石作面层的(de)复合型(xíng)壳。 ②耐火(huǒ)粘(zhān)土-颗粒(lì)粉涂料(体积比为(wéi)3:7),撒颗粒砂。此方(fāng)案只适用于锆英(yīng)石复合型壳(ké)。有些(xiē)工厂复合型壳背层采用莫来石砂(shā)粉或铝矾(fán)土,其涂料性能较稳定,壳薄(báo)、易焙(bèi)烧,但成(chéng)本(běn)过(guò)高且(qiě)其型(xíng)壳(ké)高温性能不及上2种型壳。铝矾土脱壳性(xìng)能较差。至于废陶瓷器皿、硫璃(lí)瓦、地砖等破碎而成的材料(liào)价(jià)格虽低,但未经高温烧成,成分复杂,型壳高(gāo)温开裂倾向大,耐火(huǒ)度偏低。浇注(zhù)后(hòu)(尤其是(shì)厚(hòu)大件)脱壳困难(nán),不宜采用。 3、硅(guī)溶胶(低温蜡)型壳 这一工艺符合国情,在铸造1kg以上(shàng),特(tè)别是5kg以上中大(dà)件铸件(jiàn)时,具有更大的适应性和优越性(与中(zhōng)温蜡相比)。 一般来说,中大铸件(jiàn)的质量要求(qiú),特别是表面(miàn)粗糙度、尺寸精度以及形位公(gōng)差的要求(qiú)不(bú)会太高,采用(yòng)高熔(róng)点中(zhōng)温蜡并无必要。中温蜡需要高(gāo)压(大(dà)于(yú)6-7MPa)或液态(tài)蜡压(yā)注蜡模,设备投资大。中温蜡厚大蜡(là)模易缩陷、变形、成本高。低温蜡成(chéng)型容易(yì)、设备简单,而蜡(là)模表面粗糙(cāo)度相差不大。 这一工(gōng)艺比(bǐ)复合型壳质量稳定(dìng),尤其是铸件(jiàn)尺寸精度(dù)高,因它没有水(shuǐ)玻璃存在,型壳(ké)高温性(xìng)能好,在1000-1200℃焙烧后型壳透气性高,抗蠕变能力强(qiáng),既可适用于薄壁件,复杂结构(gòu)的中小件,又可生(shēng)产重达50-100kg的特大件,如(rú)水泵、叶轮、导流壳、泵体、球阀(fá)体、阀(fá)板等。对于(yú)薄壁中小件或(huò)大件可以采用叉壳或抬壳在炉前直接浇注,更可(kě)获得高成品率。 3.1存在问(wèn)题 (1)由于采用低温蜡,大部分型壳在水中脱(tuō)蜡,难(nán)免有皂化物残留进(jìn)入型壳中(尤其是复合型壳(ké)及水玻璃型壳(ké)同时脱蜡时(shí))易产生铸(zhù)件表(biǎo)面夹杂,返修率稍(shāo)高,这是其缺(quē)点之一。 (2)制壳生产周期(qī)长是它的zui大缺点和不足,尤其在(zài)生(shēng)产大(dà)件(jiàn),有深孔(kǒng)、深(shēn)槽件时,每层干(gàn)燥常要24-48h。以50kg双流道(dào)叶轮为例,常须10-15d 制壳时(shí)间(jiān),稍有未干透之死角,在水(shuǐ)脱蜡时会造成硅溶胶回溶,型壳裂纹。 (3)硅溶(róng)胶型(xíng)壳(低(dī)温蜡)型壳成本(běn)较水(shuǐ)玻璃型壳高5倍(每t铸(zhù)件(jiàn)制壳成(chéng)本为(wéi)5000元),比复合型(xíng)壳高17%。铸(zhù)件成本相应较高(gāo)。 3.2改进方向 (1)为防止因低温蜡(là)回收处理不彻底及用水(shuǐ)脱蜡时(shí)与复(fù)合型壳或(huò)水玻璃型壳(ké)共用同一热水槽,易产生铸件(jiàn)皂化物夹杂缺陷应采取以下(xià)措施。 ①采用蒸气脱蜡(蒸(zhēng)气压力0.2-0.4MPa,温度120-130℃)代替水脱蜡,不仅可以防止皂化物夹(jiá)杂而且(qiě)型壳(ké)不易产生(shēng)裂(liè)纹(wén),对铸件(jiàn)的质量(liàng)稳定更(gèng)有保(bǎo)障(zhàng)。 ②若采用热水脱蜡,应在水(shuǐ)中加人体积分数为1%-3%的工(gōng)业盐(yán)酸,脱蜡后再用含盐(yán)酸(suān)的热水冲洗(xǐ)每组型壳以减(jiǎn)少皂化(huà)物残留。尽可能不(bú)要与水玻璃型壳、复(fù)合型壳共用同(tóng)一槽(cáo)水脱蜡,也(yě)可更(gèng)换水液,单独集中脱蜡,以减少皂(zào)化物入壳。 ③回收蜡处理可用盐酸的体(tǐ)积分数为3%-5%的酸化水,沸腾及沉(chén)淀时(shí)间要足够长。冬(dōng)季(jì)硬化水温度低,水玻璃及复合型壳中Na2O的残留量高,蜡料皂化也(yě)较严重,应多(duō)加盐酸处理回收蜡(là),减少皂化物(wù)。蜡料处理后,及时补加硬脂酸也很重要。 (2)为缩短制壳生产周(zhōu)期,可采(cǎi)用“快干(gàn)硅(guī)溶胶”制壳,此工(gōng)艺已日渐成熟,其各层型壳干燥时间可(kě)缩(suō)短1/2以(yǐ)上。小件各层(除zui后层外)干燥仅须3h,制(zhì)壳时间由原63h缩短为24h。中大件也较一(yī)般硅溶(róng)胶(jiāo)缩短50%。而其市场价只提高(gāo)20-30%,完全可由场地、电耗的减(jiǎn)少及(jí)生(shēng)产(chǎn)率的提高(gāo)来弥补。快干硅溶胶的推广应用是硅溶胶制壳工艺的改革必由之路,将会逐步扩大应用。 (3)为(wéi)降(jiàng)低硅(guī)溶胶型壳的(de)成(chéng)本(běn),zui有效的方法是采用石英(yīng)石代(dài)替锆(gào)英(yīng)石作(zuò)面层型壳耐火材(cái)料。目(mù)前锆英石耐火材料占整个硅溶胶制(zhì)壳成(chéng)本的(de)60%,改(gǎi)用(yòng)石英后每t铸件制壳成本由5000元降为2210元(yuán),下降55.8%。中大件可采用(yòng)熔融石英(yīng)砂(粉(fěn))取代锆英砂(shā)(粉)已逐步在推广应用。 4、硅(guī)溶胶(中温蜡)型壳 这是(shì)国际上通用的精铸件生产工艺,它具有(yǒu)zui高的铸件质(zhì)量、zui低的返修率,特(tè)别(bié)适合于表面(miàn)粗糙度要求高(Ra0.8-3.2),尺寸精(jīng)度高(CT3-CT5级)的中小件、特小件(2-1000g)。但由于设备及(jí)成本***,较少应用(yòng)于中(zhōng)大件(5-100kg)。 4.1存在问题 (1)成本高(gāo),其型壳(ké)生产成本是水玻璃型(xíng)壳的8倍。比低温蜡(là)-硅溶胶型壳也高出25%。主要原因是其制壳、蜡模材料成本(běn)高(gāo),且设备耗(hào)电也大得多,设备投(tóu)资也大(dà)。 (2)生产周期与(yǔ)低温蜡-硅溶胶型(xíng)壳相同,比水玻璃及复(fù)合型壳长得多。 (3)生产5-50kg的中大件往(wǎng)往要(yào)采用(yòng)中温液态(tài)蜡(65-70℃)及高压(4.0-7.0MPa)注蜡,厚壁(bì)蜡模易缩(suō)凹(āo),铸件尺寸精度并不太(tài)高,中大件(jiàn)对尺寸精度、表面粗(cū)糙度要求也没有小件那么高(gāo),故中大件较少采用硅溶胶(jiāo)(中温蜡)型壳。 4.2改进方向 (1)为降低成本,保证质量,在解决了石英(yīng)对中温蜡(là)润湿性(xìng)很差的难题后,采用石英(yīng)石或熔融(róng)石英代替锆英石无疑(yí)是一方向(xiàng)。熔融石(shí)英其热膨胀系数仅(jǐn)为(wéi)5×10-7/℃,且其价格只有锆英石的1/6。在国外,熔融石英已逐步在扩大应用范围。 (2)采用快干硅溶胶缩(suō)短制(zhì)壳周期是(shì)国内(nèi)外同行共同(tóng)努(nǔ)力的方向(见前(qián)述(shù))。 (3)研制国产的中温蜡或改进石蜡一硬脂酸低(dī)温蜡是我国精(jīng)铸界的重要任务。如何解决国产中温蜡或(huò)改(gǎi)进(jìn)型的(de)低温蜡回收处理的难(nán)题,使其在生产中能长期保持蜡料性能(néng)不变化是能否推广应用(yòng)的(de)关键。 5、结束语 (1)各种型壳(ké)工艺有其不同的适用对象(xiàng),选择的依据是(shì):铸件的(de)质(zhì)量(liàng)要求、价位及交货(huò)期。综合考虑,正确选用zui经济(jì)合理的制壳(ké)工艺方(fāng)案是保证(zhèng)生产优质、低成本铸件的(de)基础。 (2)水玻璃型壳虽有不少优点但粘结剂本身固有的缺点使铸件质量(liàng)难以提(tí)高,质量稳定性也差。今后将(jiāng)会逐步(bù)被复(fù)合型壳,尤其(qí)是成本低的石(shí)英一硅溶胶复合(hé)壳所取代。 (3)硅溶胶是理想的粘结(jié)剂,其型壳质量高,铸件质量稳定(dìng),返(fǎn)修率低,是今后的发展方向。石英石、熔融石英耐火料(liào)在面层型壳中的应用,快(kuài)干硅溶(róng)胶(jiāo)的推广,将其生产成本及制壳(ké)周期大大降低和缩短(duǎn),克服(fú)了这2点不足,硅(guī)溶胶型壳(低温蜡或中温(wēn)蜡)将在我(wǒ)国精(jīng)铸(zhù)界得到广泛应用,毕竟高的铸件质量是zui重要的指(zhǐ)标。
+查看全(quán)文(wén)24 2020-04