消失模铸造时进砂问题如(rú)何处(chù)理?
发布(bù)时(shí)间: 2020-03-20 来源:洛阳顺(shùn)祥机械有限(xiàn)公司(sī) 点击:1148
消失模进砂(shā)是消失模铸(zhù)造时常见的缺陷,进砂部位(wèi)可能涉(shè)及到直(zhí)浇道/横浇道/内(nèi)浇道等,尤其是(shì)浇注系统与逐渐结合的(de)部位。
消失模铸造的夹渣缺(quē)陷
夹渣缺陷是指(zhǐ)干砂粒、涂(tú)料及其他夹(jiá)杂物(wù)在浇注(zhù)过程中随着(zhe)铁水(shuǐ)进入铸件而形成的缺(quē)陷。在机加工后(hòu)的(de)铸件表面(miàn)上,可看到白色或(huò)黑(hēi)灰色的夹杂物(wù)斑点,单个或成片分布,白色(sè)为石英砂颗(kē)粒,黑灰色为(wéi)渣、涂料、泡沫(mò)模型(xíng)热解后(hòu)残留物和其他夹杂。这(zhè)种缺陷俗称(chēng)为“进砂”或“夹渣”,在消失模铸造生产中(zhōng)该缺陷是一(yī)种很常见的缺陷。几乎采用消失模铸(zhù)造的工(gōng)厂是(shì)普遍(biàn)存在(zài)的,且很难彻底根除(chú)。只有在每(měi)一道工序上采取(qǔ)多种措施且精心操作才能把“夹渣”降到很低(dī),取得比较(jiào)满意的效果。
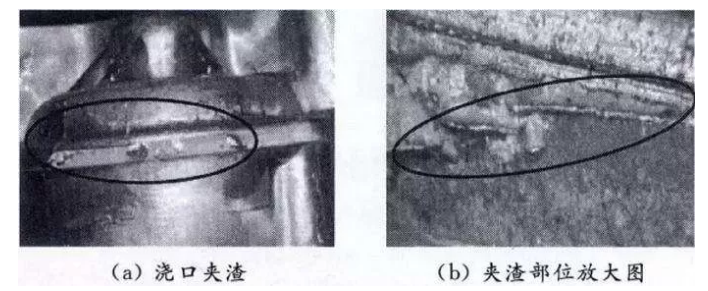
在消失(shī)模铸件(jiàn)冷却打箱后未清理前(qián),根据铸件及浇注系统表面状况,即可以判定有没(méi)有进砂(shā)和夹渣(zhā)缺陷。如果浇口杯、直浇道(dào)、横浇道、内浇道和浇口表面或连接(jiē)处以及(jí)铸件表面粘砂严重或有裂(liè)纹状粘砂存在,则基本可以肯定铸件有(yǒu)夹渣(zhā)和进砂(shā)缺陷。砸断浇道棒或浇道拉(lā)筋(jīn),可看到(dào)断口上有白色(sè)斑点,严重时断口(kǒu)形成(chéng)一圈白(bái)色斑点。这(zhè)样的铸(zhù)件,特别是板状、圆饼(bǐng)状铸件机加工后(hòu)加工面上就会有白色、黑灰色(sè)斑点缺陷。如果工序操(cāo)作规程控制不严格,生产的(de)铸件严重的(de)影响了铸(zhù)件质量和定单完成的进度。
造(zào)成夹渣和进砂缺陷的原因
经过我们在生产实践(jiàn)中长期观察证(zhèng)明,从浇口杯、直浇道、横浇道、内(nèi)浇(jiāo)道至(zhì)铸件,所有(yǒu)部位都有可能造(zào)成进砂,特别是浇注系统与铸件(jiàn)的结合部位。在整(zhěng)个生产过程中(zhōng),浇注系统白模表面的涂料脱落开裂、白(bái)模结合部位的涂料脱落开裂、泡沫塑料白模表(biǎo)面的涂料脱(tuō)落开(kāi)裂、直浇道封(fēng)闭不严密等(děng)因素是造成夹渣、进砂缺陷(xiàn)的zui主要原因。其次,工艺参数的选择,如(rú)浇注系统(tǒng)净(jìng)压头大小(xiǎo)、浇注(zhù)温(wēn)度高低(dī)、负压度大小、干砂(shā)粒度等因素,以(yǐ)及模(mó)型运输(shū)过(guò)程及装箱操作情况等都对铸件(jiàn)夹(jiá)渣和进砂(shā)缺陷有很大影响。只有在这些(xiē)环节采取系统(tǒng)的措施、精心(xīn)操作,才能把铸件的夹渣缺(quē)陷减少(shǎo)和基本消除(chú),获得优质铸件。克服(fú)夹渣缺陷是一个系统工程。
减少和克(kè)服夹渣缺(quē)陷的方法和措施
进砂问题(tí)、夹渣(zhā)缺陷是消失模铸造生产的一大难题。目前(qián)消失模(mó)铸造生(shēng)产很成功的主要是三类产品,即抗磨件(jiàn)、管(guǎn)件和箱体类铸件,它们(men)都是很少加工或(huò)不加(jiā)工的铸件。对于加工面多(duō)且要求高的铸件,夹(jiá)渣缺(quē)陷(xiàn)是一个(gè)关键(jiàn)需要解决的问题。我们的(de)经验(yàn)是(shì)从以下几个方面采(cǎi)取措施可以减(jiǎn)少和(hé)消除夹渣(zhā)缺陷:
1,涂料
消失(shī)模涂料的作用是(shì):
1),提高铸件表(biǎo)面光洁度、使铸件粗燥度(dù)降低2-3个等级,提(tí)高(gāo)铸件(jiàn)表面质量和使用性能。
2)减少和防(fáng)止粘砂、砂(shā)孔缺陷。
3),有利于清砂、落砂。
4),将浇注时消失模融熔的液体和气体顺利通过涂料层排出到(dào)铸型砂中去,而且防(fáng)止金(jīn)属液渗(shèn)入砂(shā)型,防止铸件产生气孔、金属(shǔ)渗透和碳缺陷。
5),提高模样强度和刚度,防止(zhǐ)在运(yùn)输、填砂(shā)震(zhèn)动(dòng)造型时产生(shēng)变形和破(pò)坏,有利于提高铸件尺寸精度和(hé)成品(pǐn)率。消(xiāo)失模铸造用涂(tú)料要求具有强(qiáng)度、透气性、耐火(huǒ)度、绝热性、爆热抗裂性(xìng)、耐(nài)急泠急热性、吸湿性(xìng)、清理性、涂挂性(xìng)、悬浮性、不(bú)流淌(tǎng)性等一系列性能,防止夹渣缺陷首先要求(qiú)涂料具有(yǒu)高的强度和(hé)耐火性能。要求涂挂于白(bái)模(mó)表面的涂(tú)料层在烘(hōng)干和运输过程(chéng)中不产生裂纹和开裂,即涂料应具有足够的室温强度;而在浇注(zhù)过程(chéng)中,在高(gāo)温(wēn)金(jīn)属的长时间冲刷作用下涂料层也要不脱落(luò)、不(bú)产生裂纹开裂(liè),即有高(gāo)的高温强度(dù)。在液态(tài)金属进入铸型时直(zhí)浇口封(fēng)闭严密、铸件和浇注系统表面的(de)涂料层不脱落、不产生裂纹和(hé)开裂是防止夹渣缺陷(xiàn)的首要条件,如果(guǒ)浇道密封不严密,涂料层产生脱落(luò)、裂纹和开裂,大量砂粒、涂料和夹(jiá)杂物就会进入金属形成夹渣缺陷。强度(dù)和透气性是涂(tú)料的两个重要(yào)的(de)性能(néng),有时候要求浇注系统用的涂料要比(bǐ)铸(zhù)件涂料具有更高的耐火强(qiáng)度,以抵(dǐ)御高温金属长时间的冲(chōng)刷(shuā)作用(yòng)而不脱落开裂(liè)。操作工在涂刷过程必须保证涂料的均匀性。
2.装箱操作
在装箱时模样组(模型(xíng)+浇注(zhù)系统)表面的涂料层不允许有任何脱(tuō)落、裂纹和(hé)开(kāi)裂,特别是在直浇道与横浇(jiāo)道结合处、横浇道与内浇道结(jié)合(hé)处(chù)、内浇口与铸(zhù)型结(jié)合(hé)处(chù),只要有(yǒu)松动、裂(liè)纹、连接不牢(láo)靠就有可能进砂。这(zhè)就要求结合(hé)处强(qiáng)度(dù)要高(gāo)、涂料要比较(jiào)厚,浇注系统要有足够的刚性,必要时需设置拉筋或加固套。模样(yàng)组放置于砂箱底(dǐ)砂上时应平稳(wěn),不(bú)允许悬空放置时即开始撒(sā)砂震动造型,以避免震裂涂料层。不要(yào)正(zhèng)对模样猛(měng)烈加砂,应(yīng)先用软管(guǎn)加砂(shā),震动(dòng)振实时再用雨淋设备撒(sā)砂。开始震动造型时震(zhèn)动要(yào)轻微、震幅要小,等干砂埋住模样再大幅(fú)震动。在震(zhèn)动造型(xíng)时浇注系(xì)统特(tè)别(bié)是直浇道时(shí)不允(yǔn)许(xǔ)掰、弯,以免涂料层破裂,要严密封闭直浇(jiāo)口以免进砂。整(zhěng)个装(zhuāng)箱、撒砂、震动、造(zào)型操(cāo)作过程要非(fēi)常仔细小心(xīn),一定(dìng)要保证在浇注前模样组涂料层没有任何(hé)脱落(luò)、开(kāi)裂(liè)和裂纹。在浇注前应(yīng)再次把浇口杯清理(lǐ)保证没有浮砂、尘土和杂物。
3,浇注压(yā)头(tóu)、温度和时间
浇注时压头越高(gāo)对浇注系统和铸型的冲刷越(yuè)大,冲坏涂料造成(chéng)进砂的可能性也(yě)越大,对不同大小的铸件压头要有所(suǒ)不同。要选择容量合(hé)适的浇包,浇包要(yào)尽可能(néng)降低浇注高(gāo)度,包嘴(zuǐ)尽量靠近(jìn)浇口杯,应避免用大包(bāo)浇小活。浇注温度越高,对涂料(liào)性(xìng)能要求就越高,就越容易产生粘(zhān)砂夹渣等缺陷,应选择合适的浇注温度。对于灰铸铁件,出炉温度(dù)可在1480℃左右,浇注温度(dù)为1380-1420℃;球铁铸件出炉温度应在1500℃以上,浇注温度(dù)为1420-1450℃;铸钢件浇(jiāo)注温(wēn)度为(wéi)1480-1560℃。一箱需铁水300-500公斤(jīn)的(de)铸铁(tiě)件浇注时间可(kě)控制在(zài)10-20秒左右。
4,负压(yā)
消失(shī)模(mó)铸造的浇(jiāo)注(zhù)过程一般都是在真空条(tiáo)件下(xià)进行的,负压的作(zuò)用是紧实干砂(shā)、加快排气、提高(gāo)充型(xíng)能力,在真空密封条件下浇注改(gǎi)善了工作(zuò)环境。负压度的(de)大小对铸件质(zhì)量有很大影响,过(guò)大(dà)的负压度(dù)使(shǐ)金属液流(liú)经开裂、裂纹处时(shí)吸入干砂和(hé)夹(jiá)杂物的可能性增加(jiā),也使铸件的粘砂缺陷增加(jiā)。过快的(de)充型(xíng)速度增加了金属对浇(jiāo)道和铸型的冲刷(shuā)能力,易使涂料脱落进入金属,也容易冲坏涂(tú)料层造(zào)成进砂。对(duì)于铸铁(tiě)件,合适的负压度(dù)一般0.025-0.04MPa。
5,设置挡渣、撇渣和集渣冒口
在浇注系统设置挡渣、撇(piě)渣和铸(zhù)件上设置集渣冒口和采取挡渣、撇渣措(cuò)施有(yǒu)助于改善进砂和夹渣缺陷(xiàn)。
6,型砂 型砂粒度过粗、过细都(dōu)影响夹渣和粘砂缺陷的(de)产生,粒度过粗(cū)使(shǐ)粘(zhān)砂夹渣缺陷增加(jiā)。铸(zhù)铁件(jiàn)一般采用粒度(dù)30/50的干石(shí)英砂(shā)(水洗(xǐ)砂)即可。
7,采用(yòng)铁水净化技术 消失模(mó)铸件的整个(gè)成(chéng)型过程(chéng)都要考虑铁水净化问题,这是消失模铸造的关键技术之一。包(bāo)括从铁水(shuǐ)熔炼、过(guò)热、直至浇(jiāo)入铸型的全(quán)过程均要考虑(lǜ)净化问题,过滤技术是(shì)其中之一。
- 下一篇:知识篇——如何防止铸件机械粘砂